纏繞機(jī)工作時(shí)�,絲嘴與芯模表面產(chǎn)生相對(duì)位移��,使纖維纏繞在芯模表面��。纖維每一個(gè)可移動(dòng)的方向稱為一個(gè)自由度或一個(gè)軸�,自由度越多可實(shí)現(xiàn)的纏繞方式就越復(fù)雜。機(jī)械式纏繞機(jī)一般只能實(shí)現(xiàn)兩自由度運(yùn)動(dòng)�����,即在主軸轉(zhuǎn)動(dòng)的同時(shí)小車沿軸向移動(dòng),稱之為兩軸纏繞機(jī)���。
纏繞機(jī)是纏繞成型工藝的主要設(shè)備��,纏繞制品的設(shè)計(jì)意圖和性能都要通過它來實(shí)現(xiàn)��。
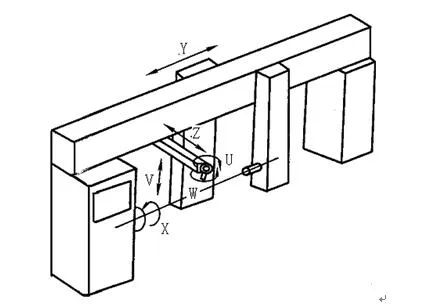
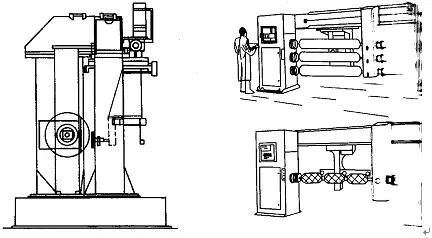
纏繞機(jī)工作時(shí)�,絲嘴與芯模表面產(chǎn)生相對(duì)位移,使纖維纏繞在芯模表面�����。纖維每一個(gè)可移動(dòng)的方向稱為一個(gè)自由度或一個(gè)軸�����,自由度越多可實(shí)現(xiàn)的纏繞方式就越復(fù)雜��。機(jī)械式纏繞機(jī)一般只能實(shí)現(xiàn)兩自由度運(yùn)動(dòng)�����,即在主軸轉(zhuǎn)動(dòng)的同時(shí)小車沿軸向移動(dòng),稱之為兩軸纏繞機(jī)����。微機(jī)控制纏繞機(jī)出現(xiàn)后,使實(shí)現(xiàn)多自由度運(yùn)動(dòng)變得簡(jiǎn)單��,目前國際市場(chǎng)商品化的纏繞機(jī)達(dá)到了六軸���,如圖7-21所示���,其劃分如下:
1.主軸(X),使芯模作回轉(zhuǎn)運(yùn)動(dòng)���;
2.小車水平軸(Y)�,使絲嘴沿芯模軸向作往復(fù)運(yùn)動(dòng)�;
3.小車伸臂軸(Z),使絲嘴沿芯模的徑向運(yùn)動(dòng)���;
4.絲嘴翻轉(zhuǎn)軸(U)���,使絲嘴繞伸臂軸轉(zhuǎn)動(dòng);
5.降軸(V)��,使絲嘴作垂直于伸臂軸和主軸方向的運(yùn)動(dòng);
6.扭轉(zhuǎn)軸(W)�,使絲嘴繞升降軸轉(zhuǎn)動(dòng)。
圖 7-21 纏繞機(jī)運(yùn)動(dòng)的各個(gè)自由度示意圖
纏繞機(jī)按控制形式不同可分為機(jī)械式、數(shù)字控制���、微機(jī)控制及計(jì)算機(jī)數(shù)控纏繞機(jī)四大類����,這也是纏繞機(jī)發(fā)展的四個(gè)階段��。目前常用的是機(jī)械式和計(jì)算機(jī)數(shù)控纏繞機(jī)��。
機(jī)械式纏繞機(jī)具有結(jié)構(gòu)簡(jiǎn)單�、傳動(dòng)可靠�、維修方便、容易制造及投資較少等優(yōu)點(diǎn)����,適用于形狀比較簡(jiǎn)單的制品纏繞,目前乃至將來仍然會(huì)有大量應(yīng)用�。根據(jù)芯模和纖維供給機(jī)構(gòu)(繞絲嘴)結(jié)構(gòu)特點(diǎn)和運(yùn)動(dòng)形式的不同��,機(jī)械式纏繞機(jī)可分為以下幾種:
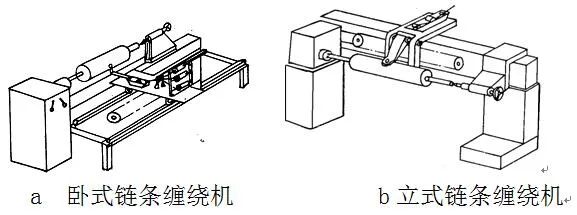
(1)小車環(huán)鏈?zhǔn)嚼p繞機(jī)(如圖7-22所示):
圖7-22 小車環(huán)鏈?zhǔn)嚼p繞機(jī)
(3)滾轉(zhuǎn)式纏繞機(jī)(如圖7-24所示):
(5)電纜機(jī)式平面纏繞機(jī)(如圖7-26所示):
1-縱向?qū)蛹啽P��;2-轉(zhuǎn)環(huán)���;3-芯模;4-小車����;5-小車絲桿;6一小車導(dǎo)軌�����;7-轉(zhuǎn)環(huán)旋轉(zhuǎn)傳動(dòng)機(jī)構(gòu)�;8-環(huán)向纏繞紗架。
圖7-26 電纜機(jī)式縱環(huán)向纏繞機(jī)示意圖
(7)離心成型纏繞機(jī)(如圖7-28所示):
其中��,小車環(huán)鏈?zhǔn)嚼p繞機(jī)包括臥式和立式兩種�,它的芯模水平放置,以環(huán)鏈和絲桿帶動(dòng)小車運(yùn)動(dòng)����。進(jìn)行螺旋纏繞時(shí),芯模繞自身軸勻速轉(zhuǎn)動(dòng),小車在平行于芯模軸線方向往復(fù)運(yùn)動(dòng)���,調(diào)整相對(duì)運(yùn)動(dòng)的速度可以改變螺旋角�����,一般為12°~70°�����。進(jìn)行環(huán)向纏繞時(shí)��,只在筒身段上進(jìn)行�,小車移動(dòng)速率變慢�����,芯模轉(zhuǎn)速變快����,纏繞角控制范圍通常在85°~90°之間����。小車環(huán)鏈?zhǔn)嚼p繞機(jī)適合于縱向只有單一角度的管、罐形制品生產(chǎn)。
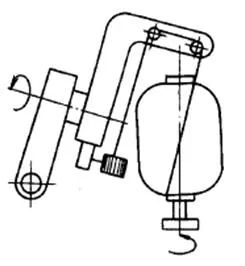
繞臂式纏繞機(jī)又稱立式纏繞機(jī)��,它的繞臂以小角度傾斜�����,位于繞臂端部的絲嘴則隨繞臂的旋轉(zhuǎn)在一固定平面內(nèi)做勻速圓周運(yùn)動(dòng)�。芯模繞自身軸線慢速移動(dòng),繞臂(絲嘴)每轉(zhuǎn)一周����,芯模轉(zhuǎn)動(dòng)一微小角度,反映在芯模表面上是一個(gè)紗片寬度���。紗片與兩端孔相切���,依次連續(xù)纏繞到芯模上。改變繞臂傾斜角度可以調(diào)整纏繞角�,通過絲桿驅(qū)動(dòng)絲嘴上下往復(fù)運(yùn)動(dòng)來完成環(huán)向纏繞。
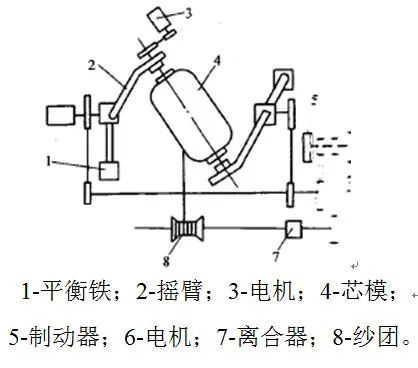
球形容器纏繞機(jī)的球形芯模懸臂連接在擺臂上��,芯模既能隨擺臂擺動(dòng)�����,又能在擺臂上繞自軸轉(zhuǎn)動(dòng)。繞絲嘴與浸膠裝置都固定在轉(zhuǎn)臺(tái)上����,轉(zhuǎn)臺(tái)內(nèi)裝置紗架,膠量由計(jì)量泵進(jìn)行控制��。
現(xiàn)代纖維纏繞工藝技術(shù)的發(fā)展要求纏繞設(shè)備具有較高的精度���、較大的靈活性和通用性�,以適應(yīng)不同結(jié)構(gòu)形式纏繞制品的成型要求���。為實(shí)現(xiàn)一些特殊異形形狀制品(如三通�����、彎頭等)的纏繞�����,繞絲頭的運(yùn)動(dòng)坐標(biāo)(自由度)已由一個(gè)發(fā)展到多個(gè)����,再加上芯模主軸的旋轉(zhuǎn)(或擺動(dòng))��,就能使纖維不產(chǎn)生滑移地按初始線型設(shè)計(jì)進(jìn)行精密排布����。機(jī)械式纏繞機(jī)要改變產(chǎn)品規(guī)格和線型、即調(diào)整繞絲嘴與芯模運(yùn)動(dòng)關(guān)系相對(duì)困難���,且無法實(shí)現(xiàn)復(fù)雜形體和復(fù)雜線型的纏繞�。隨著電子技術(shù)的發(fā)展����,計(jì)算機(jī)控制纏繞機(jī)應(yīng)運(yùn)而生。
計(jì)算機(jī)控制纏繞機(jī)與機(jī)械式纏繞機(jī)的根本差別在于執(zhí)行機(jī)構(gòu)動(dòng)力源均采用獨(dú)立的伺服電動(dòng)機(jī)��,各個(gè)機(jī)構(gòu)(運(yùn)動(dòng)軸)間的運(yùn)動(dòng)關(guān)系不是由機(jī)械傳動(dòng)鏈確定����,而是由計(jì)算機(jī)控制的伺服系統(tǒng)實(shí)現(xiàn),因此可以實(shí)現(xiàn)多軸纏繞���,如圖7-29所示�。計(jì)算機(jī)控制纏繞機(jī)的執(zhí)行機(jī)構(gòu)多采用精密傳動(dòng)器件����,落紗準(zhǔn)確���、張力控制穩(wěn)定。
圖 7-29 計(jì)算機(jī)控制的多軸纏繞
計(jì)算機(jī)控制纏繞機(jī)除纏繞機(jī)主體外�,尚有控制和伺服傳動(dòng)兩個(gè)系統(tǒng)?����?刂葡到y(tǒng)由控制介質(zhì)及控制裝置組成����。控制介質(zhì)用于記載整個(gè)加工工藝過程����,以便為控制裝置所接受?�?刂茩C(jī)構(gòu)也就是整個(gè)設(shè)備的計(jì)算部分�����。伺服傳動(dòng)系統(tǒng)主要是經(jīng)伺服機(jī)構(gòu)(包括伺服放大及功率放大)后驅(qū)動(dòng)執(zhí)行機(jī)構(gòu)���,往往還有傳動(dòng)機(jī)構(gòu)�����,并有檢測(cè)裝置�。
計(jì)算機(jī)控制纏繞機(jī)和機(jī)械式纏繞機(jī)相比����,具有無可比擬的優(yōu)點(diǎn):它可以使纏繞工作變得更加科學(xué)化。如對(duì)工藝參數(shù)的優(yōu)化組合���,不需要再進(jìn)行常規(guī)的實(shí)驗(yàn)��,借助計(jì)算機(jī)就可直接完成�。這就保證了整個(gè)纏繞工藝過程中��,每一個(gè)對(duì)產(chǎn)品質(zhì)量有影響的因素�����,都視為工藝參數(shù)����。工藝參數(shù)可以在計(jì)算機(jī)上用示數(shù)法進(jìn)行優(yōu)化組合。被優(yōu)化組合的工藝參數(shù)被作為指令輸入到計(jì)算機(jī)控制系統(tǒng)中付諸實(shí)施�����,這不僅減輕了過去的繁瑣試驗(yàn)、數(shù)據(jù)歸納�����、分析計(jì)算����,也擴(kuò)大了纏繞制品的應(yīng)用領(lǐng)域。目前��,已有機(jī)械手操縱纏繞機(jī)��,大大減輕了人的勞動(dòng)程度����,并向高層次的機(jī)械化、自動(dòng)化���、機(jī)器人操作等方面發(fā)展���。
纏繞機(jī)通常由機(jī)身、傳動(dòng)系統(tǒng)和控制系統(tǒng)等幾部分組成�����,此外還包括浸膠裝置�、張力測(cè)控系統(tǒng)、紗架����、芯模和加熱器�����、預(yù)浸紗加熱器及固化設(shè)備等輔助設(shè)備��。
無論是機(jī)械式纏繞機(jī)還是計(jì)算機(jī)控制纏繞機(jī)�����,機(jī)械系統(tǒng)是相同的�����。包括機(jī)架����、動(dòng)力系統(tǒng)����、傳動(dòng)系統(tǒng)����、運(yùn)動(dòng)系統(tǒng)和芯模夾持系統(tǒng)等。
機(jī)架是纏繞機(jī)的主體和各個(gè)系統(tǒng)安裝的基礎(chǔ)����,按主軸位置可以分為立式和臥式。臥式結(jié)構(gòu)是常見的結(jié)構(gòu)形式����,門架式和支座式是臥式結(jié)構(gòu)的兩種主要形式。
門架式系統(tǒng)是中�、小型纏繞機(jī)常用的結(jié)構(gòu)形式,又可分為單工位和多工位��,其中多工位有并聯(lián)和串聯(lián)兩種形式��。如圖7-30所示的門架式纏繞機(jī)具有以下優(yōu)點(diǎn):
a.機(jī)架整體好���,剛性大�����,運(yùn)輸安裝方便�,可以有效的利用空間;
b.芯?��?梢詮南旅嫱迫?���,裝卸方便���,地面容易保潔;
支座式系統(tǒng)主要適于大型纏繞機(jī)�����,由于芯模尺寸大����、重量重,采用支座式結(jié)構(gòu)��、配以天車便捷地完成裝卸芯模。由于主軸與小車系統(tǒng)分列����,安裝調(diào)試難度較大。
纏繞機(jī)動(dòng)力系統(tǒng)主要有兩種方案�,一種方案是主軸與其他系統(tǒng)均采用伺服電動(dòng)機(jī),可以實(shí)現(xiàn)0°纏繞���,但成本較高����,尤其是主軸系統(tǒng)功率較大時(shí)更為突出:另一種方案是主軸采用普通調(diào)速電機(jī)�、其他系統(tǒng)均采用交流伺服電動(dòng)機(jī),以主軸運(yùn)動(dòng)參數(shù)為基準(zhǔn)實(shí)施控制�。
纏繞機(jī)的傳動(dòng)系統(tǒng)主要有齒輪-鏈條傳動(dòng)、齒輪-齒條傳動(dòng)�����、滾珠-絲杠傳動(dòng)和齒輪傳動(dòng)等���。纏繞機(jī)傳動(dòng)系統(tǒng)的精度主要由傳動(dòng)精度控制�,因此選擇合適的傳動(dòng)系統(tǒng)相當(dāng)重要�。
由于纏繞機(jī)運(yùn)動(dòng)系統(tǒng)速度較高���,運(yùn)用目前普遍采用滾動(dòng)導(dǎo)軌和直線軸承,以提高精度�����,對(duì)于精度要求不高的系統(tǒng)���,如普通管道纏繞機(jī)�,考慮成本����,也可以常用普通導(dǎo)軌道導(dǎo)輪系統(tǒng)。
芯模夾持主要有卡盤-頂針式�、卡盤-卡盤式���、法蘭-軸承支架式�����?��?ūP-頂針式適于中等尺寸的芯模���,單端驅(qū)動(dòng),安裝方便�,為提高自動(dòng)化程度,可以采用氣動(dòng)頂針��?�?ūP-卡盤式主要適于細(xì)長(zhǎng)桿纏繞����,一方面可以采用雙端驅(qū)動(dòng),降低由于扭矩使芯模產(chǎn)生的扭角�,另一方面可以安裝氣功/液壓拉伸芯軸,纏繞時(shí)芯軸受拉���,降低由于芯模重力引起的撓度����。軸承支架式主要適于大型芯模����,驅(qū)動(dòng)力矩大。
2. 運(yùn)動(dòng)控制系統(tǒng)
機(jī)械式纏繞機(jī)的運(yùn)動(dòng)控制系統(tǒng)簡(jiǎn)單���,運(yùn)動(dòng)關(guān)系是由機(jī)械系統(tǒng)確定的�����。數(shù)控纏繞機(jī)中運(yùn)動(dòng)控制系統(tǒng)是纏繞機(jī)的核心����,靠其完成各軸間的運(yùn)動(dòng)關(guān)系,從而實(shí)現(xiàn)各種線型的纏繞���。主要有兩種方案:
a.采用通用數(shù)控系統(tǒng)��,如:SIEMENS810(3軸聯(lián)動(dòng))��、SIEMENS840D(4軸聯(lián)動(dòng)等)����;采用通用數(shù)控系統(tǒng)的纏繞機(jī)��,集成程度較高�,維護(hù)方便�����,但成本高、運(yùn)動(dòng)軸數(shù)少�����、纏繞編程靈活性和機(jī)器拓展性差����。
b.采用分布式數(shù)控系統(tǒng),即依據(jù)纏繞機(jī)的特點(diǎn)與具體需求���,將多軸運(yùn)動(dòng)控制卡等集成為一個(gè)纏繞數(shù)控系統(tǒng)�����,如南京航空航天大學(xué)和萬格復(fù)合材料技術(shù)公司共同開發(fā)的FWP2000系統(tǒng)(7軸聯(lián)動(dòng))等����,具有成本低���、運(yùn)動(dòng)軸數(shù)多���、纏繞編程靈活等優(yōu)點(diǎn),但應(yīng)用尚不夠廣泛��。
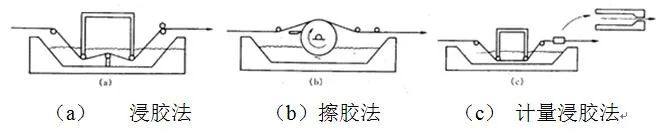
纖維纏繞工藝中常見的浸膠形式有三種:浸膠法、擦膠法和計(jì)量浸膠法(如圖7-31所示)���。
簡(jiǎn)單的浸膠槽通常沒有運(yùn)動(dòng)的部件�����,它們由浸膠輥�、膠槽和壓膠輥組成�。多根纖維紗通過浸膠輥浸上樹脂,然后通過第二浸膠輥和壓膠輥及分紗孔�,后纏繞到芯模上。在高速纏繞時(shí)�����,纖維束的浸潤可以通過一個(gè)轉(zhuǎn)動(dòng)的輥使纖維束鋪開以改善其浸透性���,在這基礎(chǔ)上加裝限膠孔有助于控制纏繞制件的樹脂含量��。
擦膠法適合于玻璃纖維和芳綸纖維纏繞�����,因?yàn)椴AЮw維和芳綸纖維損傷容限較大�。在擦膠法浸漬裝置中���,一個(gè)轉(zhuǎn)動(dòng)的圓筒和樹脂槽內(nèi)的樹脂接觸帶起樹脂�,經(jīng)過刮刀后在圓筒表面形成樹脂薄層�,纖維在圓筒上部經(jīng)樹脂薄層浸膠,纖維在低應(yīng)力水平下浸漬����,因此纖維不易損傷。擦膠法的缺點(diǎn)主要是纖維如有損傷��,斷裂的纖維會(huì)粘在轉(zhuǎn)動(dòng)圓筒的表面���,越積越多��,從而影響樹脂的含量以及增加纖維損傷�,須隨時(shí)注意并加以清洗���。
第三種樹脂浸漬形式為計(jì)量浸膠法��,即限膠法浸漬���。將纖維和樹脂引入一個(gè)一端大開口的通道�,通道的另一端是一定寬度的機(jī)加孔���,在通道內(nèi)樹脂充分浸漬纖維�����,經(jīng)過機(jī)加孔時(shí)多余的樹脂被擠出��。這一方法的優(yōu)點(diǎn)是樹脂含量可嚴(yán)格控制���。缺點(diǎn)是纖維的接頭不能通過,對(duì)于不同的樹脂體系和含膠量都必須更換限膠孔��。
在纖維纏繞中纖維張力控制是獲得具有優(yōu)良性能復(fù)合材料的關(guān)鍵��,纏繞張力的控制精度很大程度上決定了纏繞制品的質(zhì)量��。張力控制系統(tǒng)有機(jī)械式和電子式兩種�,均由張力傳感器、張力控制器和張力測(cè)控系統(tǒng)組成�。張力裝置應(yīng)具有下列功能:纏繞張力可變、可控�����;纏繞張力便于調(diào)整;張力器具有繞緊功能��,避免纖維松弛����;隨著紗管尺寸的變化張力可自動(dòng)補(bǔ)償�����。大多數(shù)增強(qiáng)材料多用紗管形式包裝�,因此張力器常常安裝在紗管上,這樣便于遠(yuǎn)距離控制張力�����。同時(shí)����,又便于在繞絲嘴運(yùn)動(dòng)中控制供紗系統(tǒng)的張力。新一代張力器裝有傳感裝置�。通過監(jiān)控器監(jiān)控紗束上的實(shí)際張力。實(shí)時(shí)調(diào)整纏繞張力�,使其保持均衡。
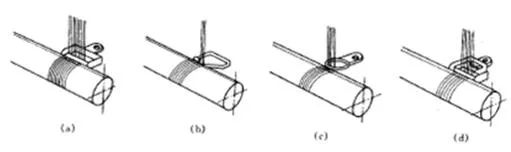
對(duì)于不同的樹脂/纖維體系選用纖維鋪展裝置時(shí)應(yīng)考慮到盡量減小對(duì)纖維的損傷和浸膠紗帶在芯模上的合理展開與鋪疊。利用大而光滑的弧形繞絲嘴和導(dǎo)向環(huán)能減少纖維損傷����,使用陶瓷和表面鍍鉻能減少纖維和導(dǎo)向環(huán)相互之磨損。纏繞中纖維的覆蓋狀況取決于纖維束寬度���,在纖維束寬度方面的變化能導(dǎo)致纏繞縫隙或不希望的纖維重疊�。事實(shí)上��,纖維寬度是利用不同的繞絲嘴來控制的��,圖7-32為幾種常用的繞絲嘴形式����。
紗架是貯存纖維、安裝后置張力器的部件����,重量較大。主要有三種類型:a)紗團(tuán)較少時(shí)紗架直接安在小車上��,張力波動(dòng)?���?;b)紗團(tuán)較多時(shí)(6團(tuán)以上)����,紗架重量很大,直接裝在小車上穩(wěn)定性不好�����,因此紗架固定��,但由于小車運(yùn)動(dòng)����,會(huì)使張力波動(dòng)�����;c)為減少由于 紗架固定引起的張力波動(dòng)�����,采用隨動(dòng)紗架��,即紗架由另一套系統(tǒng)驅(qū)動(dòng)����,與小車同步���。
電加熱或氣加熱烘箱是傳統(tǒng)的固化設(shè)備,投資少可做成不同的尺寸形狀�。采用烘箱固化,所需固化壓力由收縮帶或空氣袋提供�。在許多情況下,例如對(duì)于纏繞管和另外一些圓形制件���,固化過程中制件應(yīng)保持轉(zhuǎn)動(dòng)以減少下垂和樹脂滴落��。因?yàn)椴粌H要加熱制件��,而且包括周圍的空氣以及輔助設(shè)備如芯模和支撐體�����。烘箱的能耗花費(fèi)較多����,大的烘房也要占用較大的空間����。
加熱燈也可提供一個(gè)為170℃左右的固化溫度�。在使用加熱燈作為熱源時(shí)����,應(yīng)注意盡量使制件各部分受熱均勻。加熱燈固化的缺點(diǎn)是樹脂外首先形成一層表皮�����,而這層表皮阻止在固化過程中的進(jìn)一步熱傳遞���。紅外燈是復(fù)合材料固化常用的加熱燈�,常在使樹脂從A階段轉(zhuǎn)變?yōu)锽階段過程中使用�����。
而對(duì)于航空航天用高質(zhì)量制件而言�����,樹脂基體往往采用高性能環(huán)氧樹脂�、雙馬來酰亞胺或聚酰亞胺�,有必要采用真空袋/熱壓罐固化纖維纏繞件。熱壓罐固化能提供400℃的固化溫度和3.5MPa的固化壓力���。熱壓罐固化的主要缺點(diǎn)是長(zhǎng)的固化周期以及尺寸等方面的限制����。
許多纏繞管材的廠家還使用蒸汽作為樹脂固化的熱源。當(dāng)管道纏繞完畢后���,熱蒸汽經(jīng)金屬芯模端部接頭通過管狀芯模���,纏繞件快速固化。完全固化后��,利用冷卻水快速冷卻���。這樣做既能方便操作�,提率�����,也能提供足夠的收縮以使脫模更為容易����。
此外,電子束���、激光�、射頻、超聲�、微波和誘導(dǎo)固化方法都在纖維纏繞工藝中試用且有不同程度的成功。超聲可使樹脂體系快速固化但這種固化不均勻�����。射頻固化已得到許多研究并被認(rèn)為是一個(gè)有希望的加熱固化方式���。針對(duì)射頻固化所開展的初步研究工作證明它是一個(gè)有應(yīng)用前景的加熱固化方式��。激光加熱已基本被否定�。微波固化爐初始投資高��,但固化效率高��,能源利用率也高��,具有顯著的節(jié)能效果�,但是對(duì)于導(dǎo)電的碳纖維不能使用�����。